The use of metal parts requires secure welding that can help keep it stable in manufacturing machinery and other objects like buildings or construction of factories etc. Let’s talk about a good weld vs. a bad weld and how it affects manufacturing.
Weld is used to unite metallic parts by heating and allowing the metals to liquidity and combine to make a secure bond that allows the metals to be inseparable. It is also done by hammering or compressing, through which the metals are combined without heating.
The welding process is usually conducted on metallic or thermoplastic material, but there are methods through which you can also use them on wood. The completed welding is called weldment. The parts of the metals or materials that are joined through the welding process are known as the parent material, and the material used to weld two pieces together is filler or consumable.
Welding Methods
There are 4 types of welding available in the market, a combination for each of these can be known as the best multi process welder in the market. We’ll be discussing its process and highlighting the differences among the techniques. Welding is not an easy job, and years of practice allow individuals to start seeing through a professional welder’s eyes.
Here are the 4 types of welding and how to differentiate between the 4 methods:
MIG Welding

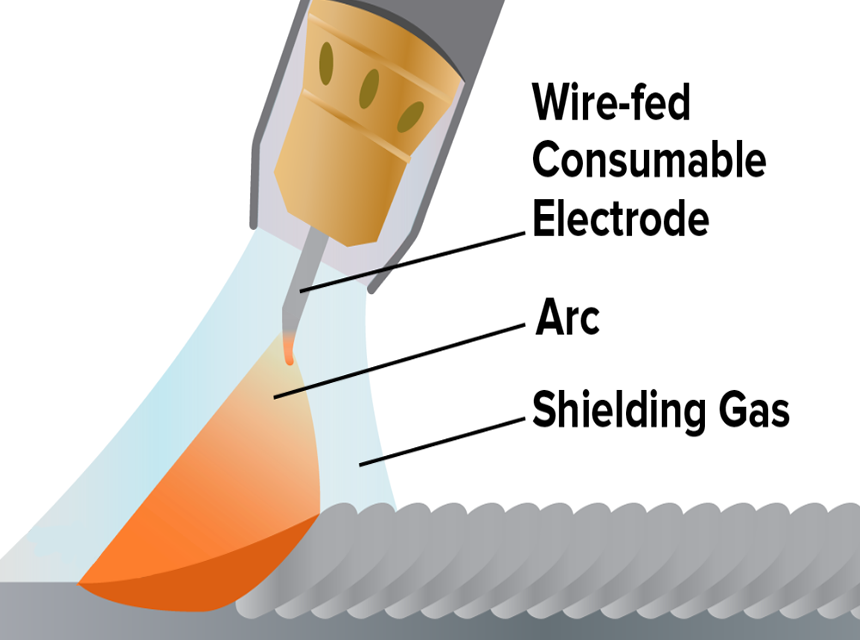
MIG or Metal Inert Gas Welding Trusted Source Metal Inert Gas (MIG) Welding - Process and Applications - TWI The principles of MIG welding are outlined including process characteristics, metal transfer modes, shielding gas types and process applications. www.twi-global.com uses a solid wire electrode, which is heated and fed into a weld pool from a welding gun. There are two forms of MIG welding; they are varying base materials used as fillers for the conjunction of the parent material.
This gun which is known to be the best MIG welder under 1000, provides a shielding gas alongside the electrode to help in protecting the weld pool from other airborne contaminants. They first introduced the MIG welding tactic in 1949 to help weld aluminum; it was formed using a bare wire electrode protected by helium gas. It was in 1952 that the changes started to appear in the composition of the MIG welding process.
Co2 and argon-Co2 mixtures came into play to create a Metal Active Gas (MAG) process. The MIG method of combining materials was presented as an alternative to the MMA welding process.
Process Characteristics
MIG is a useful method in application to both thin and thick sheets of metals. The arc is struck between the end of a wire electrode and parent material to melt both and form a weld pool. The wire is a heat source and a filler material to form the joint.
A copper wire is used as a contact tip due to the accessibility to transfer a current through its material onto the filler material. The nozzle surrounding the wire is covered in a protective gas layer. It is then fed a wire from the reel and torches along the joint line to weld.
It is a semi-automatic process as the wire feed rate and the power source control arc length, but travel speed and wire position are under the welder’s manual control. It can be an automated process. However, a few tasks still require manual supervision to have a good MIG weld vs. a bad weld.
According to reviews, Lincoln Electric POWER MIG K4195-1 is known for being the sturdiest welding tool to use when it comes to having successful projects.
Stick Welding

Stick welding, or Shielded Metal Arc welding Trusted Source Stick Welding - Learn Basic Electrode Selection, Welding Techniques and Machine Settings. | GoWelding.org Basic Stick welding covering safety, joint preparation, rod selection, arc welding machine setup, and basic stick welding techniques in various positions. gowelding.org , is a process through which the electrode that welds onto the metal or parent material comes in the form of a stick. It’s the best welder for beginners in the market. It works by using metal filler melted by electricity that is applied to the joint, both the filler material and parent material is joined together through this process.
A stick welder uses 4 components to perform a good stick weld vs. a bad weld. A constant voltage power supply, electrode holder ground clamp, and stick welding electrodes.
Process Characteristics
The first step to welding is to be in an open space and follow safety protocols; you’ll need to hook up the welding rod and ground clamp into the welding power supply. Hook up the ground clamp from the welder to the metal, insert the welding rod into the electrode holder and strike the area you want to start welding.
The rod or electrode will begin to burn and transport the metal to the parent material joint, allowing you to start welding.
Oxy Welding
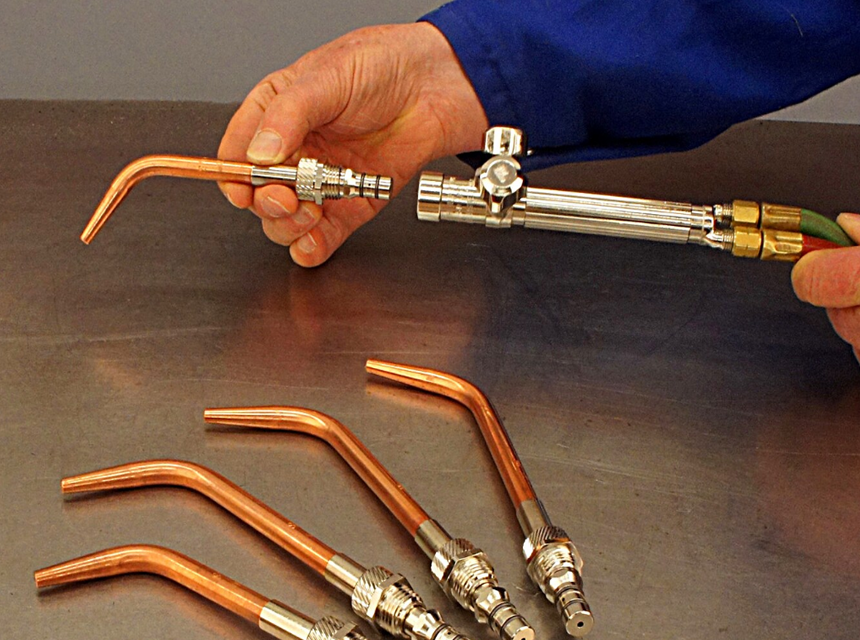
Oxy welding or Oxyacetylene Trusted Source Oxy-fuel (Oxyacetylene) Welding - A Guide to Gas Welding - TWI Oxyacetylene welding, commonly referred to as gas welding, is a process which relies on combustion of oxygen and acetylene. When mixed together in correct proportions within a hand-held torch or blowpipe, a relatively hot flame is produced with a temperature of about 3,200 deg.C. www.twi-global.com in gas welding uses a different gas form to shield the metal fillers. The combustion of oxygen and acetylene gas is combusted to melt the fillers in parent material joints.
It is powered through a handheld torch which produces 3200 degree Celsius temperature heat. It’s adjusted by changing the ratio of both components to increase or decrease the density of flame produced to weld. There are key features through which you can determine the weld as a good weld vs. a bad weld.
Process Characteristics
The varying gas flow allows the welder to manually set the category in welding materials by adjusting the flame power through soft, harsh, or violent reactions. The varying forms of torching levels are used to create the right flow of heat through which you can melt the metal, not too soft not to melt at all, and not too harsh that it blows away the metal pool creating safety hazards.
TIG Welding

TIG or Tungsten Inert Gas Trusted Source What is Tungsten Inert Gas (GTAW or TIG) Welding? - TWI The principles of TIG welding are outlined including process characteristics, power sources, arc starting, electrodes, shielding gases and applications. (Mar. 1995) www.twi-global.com , also known as Gas Tungsten Arc Welding, is a process that allows you to weld with a non-consumable tungsten electrode. It became popular in the 1940s and joined the groups of magnesium and aluminum. The gas shield protects the weld pool and is a good replacement for gas and manual welding.
It played an essential role in accepting aluminum in high-quality welding, helping differentiate between good TIG weld and bad weld.
Process Characteristics
The intense arc provided by this welding method allows the welder to control the flow of welding easily and gives manual control over how good weld vs. bad weld is performed. Due to the electrode not being consumed by the welding, the TIG weld method allows a balance in the heat input of the arc to be provided by melting the electrode.
You must add the filler material to the weld pool separately.
If you’re looking for a tool that’s perfect for TIG source of welding, the Everlast PowerMTS 251Si can help provide you the exact power you need to pull through any project.
Common Features of a Good Weld vs Bad Weld
It is essential to know how to differentiate between a good weld vs. bad weld; it is necessary to build strong foundations for your projects to stand out and benefit you in the long term due to the stability gained from good welding.
You can learn welding by yourself through a small investment in using the internet as a guide, but it is more appropriate to learn from a professional to ensure the guidance is on the correct pathway. Different forms of welding produce varying results, this variety doesn’t follow any hard and fast rules, but by looking into each type of welding, we can further perceive what a good weld vs. bad weld is.
To measure the weld, its quality and strength are tapped into to test its durability and flexibility. The interlocking key aspects allow the judgment of a low-quality weld to be paired with low strength and vice versa.
Here are the aspects through which one can tell if the quality of the weld is good weld vs. bad weld:
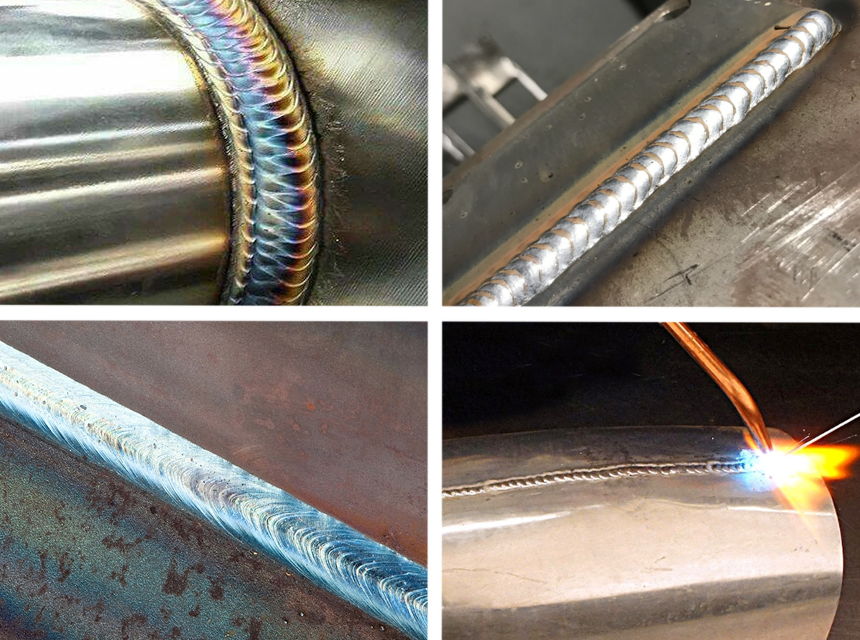
Characteristics of a Good Weld
Here is the characteristic of a good weld Trusted Source How to Identify a Good Weld vs Bad Weld (with Pictures) - WaterWelders We can help you decipher between a good weld vs bad weld, from TIG, MIG, Stick & Oxy styles of welding with our complete guide. waterwelders.com by 4 different methods:
- Stick weld:
Stick weld is known for being the easiest welding method for beginners to learn from when they start their welding journey.
The advantages of using a stick method for welding include; it allows the material of the joints of the parent material to be straight and uniform, its thickness is consistent, there are no spatter drops, and there are no holes, breaks, or cracks formed in the beads of filler material.
- TIG Welding:
Professionals mostly do this method of welding as it is harder than a stick or MIG welding
The advantages of this method are; it allows tiny welds to be neatly layered on top of each other, it can be patterned and visually appealing, and it allows no slags or burnouts.
- MIG Welding:
It’s the most common form of welding seen mostly in homes and is considered the easiest.
The benefits of using this method include; Straight and uniform, no slag, cracking, or holes, no dips or caters in the bead, and it is usually smooth with no pattern.
- Oxy Welding:
You more commonly used this method in the 1940s. It’s used as a maintenance or metal-cutting method due to its use in handling delicate aluminum parts or brazing soft metals.
Its advantages include; uniform beads and no holes or globules of melted metal.
Characteristics of a Bad Weld
You can find the characteristics Trusted Source How to Identify a Good Weld vs Bad Weld (with Pictures) - WaterWelders We can help you decipher between a good weld vs bad weld, from TIG, MIG, Stick & Oxy styles of welding with our complete guide. waterwelders.com of badly welded metal using the methods incorrectly through its procedure. Here are the disadvantages of each method of welding materials:
- Stick Welding:
The disadvantages of stick welding through which you can point out the bad weld vs. good weld are; there is a visible spatter in the process of welding mostly received from using the highest setting, there is cracking, undercutting, or breaks in the beads and the bead width is inconsistent throughout the welding process.
- TIG Welding:
The disadvantages of TIG Welding are; the welding pattern is wider with no distinctive pattern, the beads are erratic, and there are signs of burnout in the process of welding.
- MIG Welding:
The characteristics of bad welding in the MIG welding method are; cracking along the weld line, lack of uniformity and straightness, thin beads, and lack of the strength to hold it together.
- Oxy Welding:
This welding method’s bad characteristics are prominent holes in the weld, lack of uniformity, insufficient penetration of work pieces, and large globs of metal spread out along the weld.

Most Common Weld Inspection Tools
The theory and application of inspecting the difference between a good weld and a bad weld can be easily conducted using external tools other than your eye’s perception. There are courses outside of learning from a professional or an institute of professionals. These courses can be found online and in the real world.
Using these tools, you can learn how to properly use these common weld inspection tools and figure out the differences between a good weld and a bad weld. Whether it’s a good MIG weld vs. bad weld, a good TIG weld vs. bad weld, or a good stick weld vs. bad weld, these informative guides can help you easily detect the differences.
Visual Inspection
Visual inspection is a non-destructive method of testing the weld quality. It is determined via your eyes, as stated by the visual term. It is the most common method through which the weld quality is tested.
The advantages of visual testing are its inexpensive, low-cost equipment, no power requirement, and quick identification of defects, which downstream the repair costs due to the defects being caught in an early stage of wear.
However, the disadvantages of visual testing are that it requires training to be able to detect the faults, good eyesight is necessary to detect these flaws, there is a human err of not being able to detect the faults, and the report must be recorded by an inspector thus creating maintenance cost and that there are human errors which can be costly if judged incorrectly.
X-Ray Weld Inspection
X-ray of the welding area is a non-destructive part of testing where the weld is created using the x-ray to highlight its structure and quality. Through this method, the structure of the weld itself isn’t compromised and can help in detecting and giving a deeper look into the process of weld and its condition in being a good weld vs. bad weld.
Conducting an x-ray of this form of weld requires pictures of all the sides of the weld. The radiation needs to be absorbed to develop a clear image. It provides the welder with a permanent record of the inspection.
However, due to safety concerns, the involvement of X-ray in the inspection can be risky. Increasing safety protocols need to be followed to follow through with this series of inspections regarding checking the quality of a good weld vs. a bad weld.
Liquid Penetration
Liquid penetrant testing revolves around detecting casting, foraging, and welding surface defects; a non-destructive examination is used to locate the surface faults in the welding procedure.
This method can be applied to ferrous and non-ferrous materials; it entirely depends on the form of the material, which is easy enough to let this method be conducted. The advantages of this method are; it offers high visibility of indicators, low cost, and fast results. It is field ready as it is a portable tool and can operate with battery power.
However, it can only detect surface-level flaws. You cannot do it on rough surfaces. They are limited by temperature, and the test material should be non-porous.
Magnetic Particle Inspection
Magnetic particle weld inspection is usually a non-destructive method. It provides detection of flaws located at or near a surface made up of ferromagnetic materials, which means that it works best with materials like lodestone and iron. It works by using a yoke magnet with a contrasting background, allowing it to ink composed of an iron powder contained in a liquid carrier base.
The area is magnetized by the yoke magnet allowing it to detect the material’s flaws by forming a magnetic force line that deforms around the defect.
The advantages of using a magnetic field to detect flaws are; you can find it on the surface, it is extremely portable, and of low cost, rapid inspections with immediate results and indications are perceivable on the surface by an inspector. They can detect flaws smeared over and inspect parts of irregular shapes.
However, the specimen of the material should be ferromagnetic, the paint thicker than 0.005″ should be removed, a thorough cleaning is required, the depth sensitivity should be around 0.100″, and the alignment between magnet and defect should be correct. It is highly important.

What Factors Affect The Weld Quality?
You should detect good weld vs. bad weld on the dependent factors Trusted Source Welding Fabrication - Factors that influence a Quality Weld - Variety Blog vestrainet.weebly.com like material properties, location of heat sinks, spatial distribution, temporal history, and the cooling rate of the weld conducted.
These factors are highly likely to be the reason for a bad weld occurring. Situations where the temperature begins to be too hot, can cause weld pools to fly around everywhere, causing health risks, and if the temperature is too cold, it is like to crack or show burnout if the temperature gets too hot.
Temperature is a key aspect that plays a large role in how well the metal reacts to the filler material and the heat provided through the electrodes. The quality of the weld also depends entirely on what the client requires, meaning that it is subjective when checking good weld vs. bad weld.
It depends on the aesthetics and practicality of the weld itself. Some require the welding to be sturdier for big construction, while some don’t apply it practically, just like the look of it on their projects.
The material is dependent on the purpose of the project as well. If the welder requires creating decorative pieces, much simpler methods will be used to achieve that look. But if it’s to support the weight of heavier projects, it is required to use complicated methods that allow the joints to maintain their weight force.
For example, some issues like distortion occur when the welding is of a light gauge sheet metal. To minimize distortion, reinforcement is used, but the welder must consider other factors or make proper arrangements and preparation.
How Does Travel Speed Affect The Weld Quality?
Travel speed refers to how fast the welding arc moves relative to the parent material. The amount of heat input helps equate the travel speed. A faster speed is more likely to produce a large amount of weld deposit than a lesser speed equates to reduced weld deposit.
The choice of speed is determined by the productivity of the weld, meaning it requires seeing how much welding needs to be done over a certain time. The welding speed can be mechanized/automated or done manually by the welder.
Wire Feed Speed/Amperage
You can get the best result by managing wire feed speed, meaning how fast or slow the filler material is fed through the machine. This is mostly revolving around the MIG method of welding. It helps depict how much filler material is needed and hot to ensure the use of filler material in the welding process goes along with how much amperage there is to the machine itself.
Amperage is the measure of the strength of the electrical current that allows the melt-off rate of the electrode to be measured as well as the depth of penetration into the base material.
Higher heat input can cause excessive voltage or amperage settings to malfunction; therefore, when it comes to thin welding sheets of metal, high heat should be avoided so that no burn-through or distortion occurs.
Shielding Gas and Cleanliness
Shielding gases are used to protect the melting metals from atmospheric gases. This is done to reach a smoother and flawless finish in welding. These gases help protect the weld from any damages like cracking or burnouts that can ruin the finish and quality of the welding process.
Different types of gases help prevent the welding situation from having different outcomes. Some gases help protect the melted metal from oxidizing other features that would be aesthetically unappealing in the final results or harm the welded piece’s sturdiness, which is avoided by using the appropriate gases.
Filler Metal Selection
Here are 7 facts Trusted Source Selecting a filler metal: Seven factors to consider | Plant Engineering Using a filler metal that provides the appropriate mechanical and chemical properties for the job-and is able to withstand the service conditions the weld | Plant Engineering www.plantengineering.com to consider when it comes to selecting the filler materials used in the process of welding:
- Base material choice
Using the right filler based on the parent material is essential to get the best results. Chemistry plays a huge role in the results you’ll receive. When the chemistry matches, only then do the mechanical properties match.
2. Welding position
Welders should rotate the part flat to weld it properly. If the welding part is too big to be practically rotated, then the welder must experiment with the weld in welding positions.
3. Regulatory specifications and codes
Specifications are made to ensure the right filler material is used for welding applications. This helps ensure the safety of the procedure and the welding process when it comes into contact with harsh elements.
4. Design Requirements
A filler material that exceeds the need for a collaborative design needs to be used. It is important to keep the characteristics appropriate based on the welding situation.
5. Shielding gas
Shielding gasses are used to preserve the characteristics of the welded area. The joint required to be welded should be welded for the project.
6. Post-weld Treatment
To avoid any cracks or distortion, it is essential to take care of the welded area when it has been freshly made. Preheating the common area allows it to cool down slowly, preventing any cracks from occurring. Post-heat, on the other hand, does the same reaction. Care of post-weld areas allows the reduction of stress around the joint area.
7. Welding Equipment
The type and size of the welding equipment are highly necessary to be studied to get the right amperage and diameter of a wire, which is required for doing the job right.
Manipulation of the Electrode

The manipulation of the electrode Trusted Source The 5 Parameters of Welding (CLAMS acronym) - Weld Guru Producing a weld bead that’s the right size, shape, and depth involves many variables. weldguru.com refers to the movement of the welder’s hand as they guide the electrode across the joint between the filler material and the parent material. It helps control of penetration and heat of the bead, which is melted in the joints.
The beads are described as weave, whip, and drag or push movements, all examples of manipulation.
The movement of an electrode can help determine how well the results will look. Based on the movement, if it’s too fast, the filler material will look bumpy compared to a steady motion through which the result would be a smooth finish.
Final Thoughts
It is clear to say that a multitude of factors goes into stating the difference between good weld vs. bad weld. Welding is an important aspect of construction that holds a project together. Acting as the foundation, it’s the base of any man-made project.
Welding is a useful skill that comes in handy in plenty of industries. Sure, you may come across some failures, but it’s important that you learn from your mistakes. After all, some welds can be tricky, and you can’t be an expert without making a few mistakes here and there.
Let this article guide you on your journey toward being an expert welder. By knowing the basics of a good weld vs. a bad one, you can successfully complete projects of any scale.