Defects in welding come in all different shapes, sizes, and levels. Although most welding flaws usually are application- or material-specific, there are other possible causes of flaws, like undercutting.
This welding problem typically happens with materials and joints that are often used.
To address this undesirable issue, people who are just getting started must have a foundational understanding of it.
We’ll give a proper definition of welding undercut and discuss the causes, prevention strategies, and solutions to some typical undercutting issues in this article.
Welding Undercut Definition
An undercut is a surface and subsurface flaw brought on by grooves inside the parent metal area. Like all deficiencies, this one introduces weak areas that frequently lead to structural collapse rather than strengthening the strength of the joint.
Undercutting is frequent and expensive. It causes a decline in output and a slowdown in movement. Even the most expert welder can unintentionally cause this issue. There are various ways for welders to eliminate welding flaws and swiftly get back to work.
What Are The Main Causes Of Undercutting?
It should be evident from the explanation above that undercutting is a severe issue. If you make this flaw in your welds, it has serious repercussions.
So let’s examine the numerous reasons for undercutting and their role in its development.
High Speeds of Electrode Movement

The quality of the weld is primarily influenced by the electrode’s movement, speed, and direction. If you proceed quickly, the final product will have numerous weak places and insufficient metal fusion. The relatively small layer of molten metal along the common area is to blame for this subpar result.
Excessive Heat Generated
A high current generates excessive heat that quickly flows into the weld area, where hasty solidification immediately follows. The molten metal would be adequately cured and fully fused with slow solidification. On the other hand, quick curing is encouraged by rapid solidification, which leads to an undercut.
Poor Welding Technique
Welding uses a variety of processes, including multi-pass and weaving. As the beads are created, the weaving machine operator rotates the electrode from side to side. It makes sure that heat is distributed evenly, which results in consistent curing across the entire weld region.
Unfortunately, there are times when shoddy weaving might result in irregular heat distribution for the welder. As was already established, the healing would be inconsistent. Make sure you hold the electrode correctly while welding to prevent this unstable welding. Additionally, because there is inappropriate melding between the base material and weld material, the parent material melts improperly when an undercut happens.
Reviews from previous users have shown that the all-new Everlast PowerMTS 251Si is developed to be as adaptable as ever, providing not only standard DC TIG, MIG and Stick welding capabilities but also Synergic MIG, Pulse TIG, and Pulse MIG welding modes.
To learn more about MIG welders, read our article on the best MIG welder under 1000.
Greater Arc Length
The arc is the space between the electrode’s tip and the weld surface. It’s essential to keep in mind that there are four standard welding positions: vertical, horizontal, flat, and overhead. These sites influence the variation in arc length. An undercut is caused by a considerable arc length, which causes more molten metal to be deposited than was necessary.
Nevertheless, the majority of complicated welding operations call for arc length modification. So make sure the duration is appropriate for your project’s needs. The electrode’s core wire size and the standard arc length are roughly equivalent.
An operator with knowledge and experience is needed to extrapolate the arc gap. Greater spattering, erratic bead formation, and quick weld solidification would result from a longer arc length. Holding a lengthy arc length causes problems with undercutting. This occurs because a lengthy arc does not uniformly provide heat energy to the weld zone. This indicates that some places receive more heat and melt adequately, whereas other sections do not receive enough heat and harden quickly.
A short arc length, on the other hand, is a horror. You must avoid adhering, which typically makes your work tiresome and time-consuming.
Undercutting is brought on by this imbalance, which affects the weld pool dynamics.
Wrong Electrode Size
Electrodes are available in different sizes and styles. The quantity of molten metal poured also rises if you choose a large one, creating an undercut. Similarly, when the electrode is too little, insufficient molten metal is produced, which results in surface flaws.
Holding the Electrode at a Wrong Angle
For weld quality to be optimized, how you hold the electrode is crucial. Handling it at the right angle is germane when welding. When the parent material is set down on a flat surface, there is frequently a propensity to retain the electrode in a vertical position. The material being used and the characteristics of the welding junction, among other things, will determine the ideal holding position. For standard welding, the holding angle should be between 30 and 45 degrees.
Contaminated Shielding Gas
The molten metal is shielded by shielding gas. It prevents chemicals from penetrating. Gases such as oxygen, nitrogen, and hydrogen are possible intrusive agents that could eventually reduce porosity.
Some contaminants, meanwhile, are challenging to protect against. The metallurgical properties of the material are often altered by the contaminants being watched, which can interfere with metal fusion. Many things can go wrong if you utilize the incorrect combination of shielding gases or fail to adjust the pressure to the weld requirements.
The weld pool may not be sufficiently protected from the environment by the gas. Molten metal’s wetting characteristics, heat transfer coefficients, density, and other characteristics are all affected by air reactions. Undercutting is related to each of these property alterations.
As a result, the likelihood of undercuts forming in the damaged shielding gas is increased.
Incorrect Proportion of the Filler Material
Lead, silver, copper, and aluminum are frequently added as filler materials when advanced welding processes like soldering and brazing. They enhance the structure of the joints and their physical qualities. A poor choice of filler material can have disastrous effects since it may interfere with the joint’s characteristics.
Quality of Surface of Parent Material
Before, during, and after welding, appropriate hygiene should always be practiced. Undercutting may be encouraged by shoddy housekeeping. Imagine that the parent material’s surface is not cleaned correctly. The welding is more vulnerable to undercuts since surface deposits like dust, corrosion, and moisture always exist. They typically behave as contaminants, interfering with the weld metal’s metallurgical properties.
How to Prevent?
Here are some guidelines you can use to avoid undercutting when welding:
Electrode Angle at 30-45 Degrees
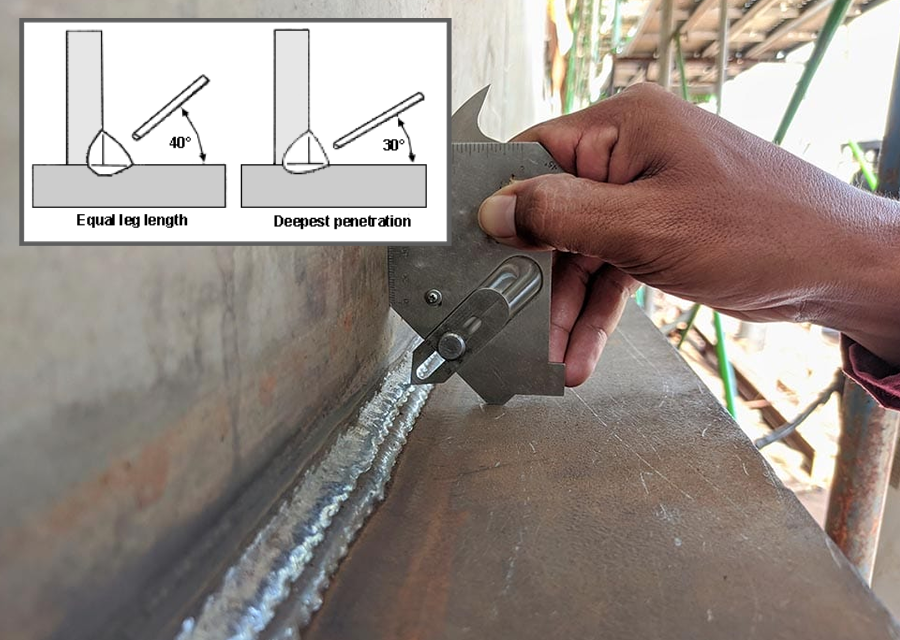
The practice has shown that for maximum performance, the electrode’s angle to the horizontal surface should be between 30 and 45 degrees. This would offer a suitable location for the smooth and even deposition of the molten metal. In addition, rather than having movements vertically, it is also feasible to balance them at this angle.
The welding chosen will, however, affect how the electrode is balanced. The gun’s angle should be between 10 and 15 degrees when wire welding. Therefore, when welding in a vertical position, it is recommended to slant the electrode gently, so there is still an angle of tilt.
Balanced Travel Speed
A too-rapid travel speed can result in an undercut. Make sure the electrode is moving neither quickly nor slowly. The weld quality benefits significantly from a balanced pace. You should be able to successfully adjust the speeds depending on the type of joints that need to be welded as a skilled operator. Move slowly through thick parts to promote additional deposition and gradual curing. Move a little more quickly while working with delicate parts to deposit the ideal quantity of material.
Keep note of how much weaving is used, pay attention to the welding speed, and try not to hold the electrode too close to the vertical plate while performing a horizontal fillet weld to avoid this problem.
Ensuring Welding on a Stable Platform
Stable platforms make the homogeneous distribution of molten metal and filler material possible, resulting in flawless fusion. A solid platform should support the weight of the base material and the welding torch. Therefore, a level and sturdy bench should be the recommended surface. Clamps should also always be used to help secure the workpiece and enable high-quality welding.
Correct Weaving Technique
Weaving is used to control the temperature of a weld puddle. To avoid undercutting on edges, make sure to pause on both sides of the weld. In other words, the issue of undercutting may arise if a welder uses a fast weaving technique during a welding operation. Hold the duct against the sidewall of the groove if weaving is being used. Another frequent reason for fusion defects is a messy work surface. A great way to succeed at welding is to have a clean surface by cleaning it properly and thoroughly before and during the welding process. Having a great multi-process welder will make this easy.
If you’re fond of this article, you should check out our best multi-process welder.
Regulating Current and Voltage
Check and adjust the voltage and current levels frequently. You should know which materials should be welded using high voltage or current while using different materials. Recall that mild steel and stainless steel require other current flows during welding. The electrode’s kind would likewise change. It would be best if you could automate the current and voltage control like in the Hobart Handler 140 while working for effective execution. As a result, the task at hand would receive greater attention. Having a welder that can go as high as 120v would make you more adapted to different situations.
To learn more, try out our list of the best 120v welders.
Using the Correct Size of Electrodes
An error-free welding procedure depends heavily on knowing the welding angles. An undercut is likely to result if a welder is heating the free edges at an angle that is not correct.
Don’t forget to apply heat to the edges and regions with thicker components rather than the free edges. Using an electrode that is larger than necessary should also be avoided. If the molten metal’s size exceeds the plate’s thickness, an undercut may result.
Tip: Only when the workpiece joint is thinner and needs less material can you utilize a small electrode. More comprehensive and thicker parts employ thicker electrodes.
Lowering the Arc Length
The amount of molten metal deposition is determined by the arc length. Always reduce the arc length in thick parts to ensure enough material is deposited. Generally speaking, the arc length shouldn’t exceed the diameter of the electrode’s metallic portion. Like any other welding operation, mastering arc length variation requires practice—working results in ongoing learning and progressive improvement.
Using Pure Shielding Gas
The quality of the weld is guaranteed by using pure shielding gas free of contaminants. However, watch out for slag buildup and porous welds, as they frequently lead to weak spots and undercutting. Be careful to consult standard welding instructions for the correct shielding gas selection.
Clean Metal Surface
Make sure the metal surface is clean, dust- and rust-free, and dry before welding the parent material. A spotless surface guarantees excellent welding. Utilize anti-rust sprays and a wire brush to clean rusty surfaces.
Maintaining good cleaning practices is a good habit. Accidents and expensive operational mistakes were frequently caused by clutter. To reduce needless prepping before welding, store materials in an area free from moisture and dust.
Appropriate Welding Technique
To avoid over-melting the base material, which would create faults, ensure to cease weaving at the margins. Optimizing weaving speed is essential because doing so can harm the weld quality. Focus on the welded area, especially any thin spots, because these are difficult to work with.
Temporary stops during welding aid in the formation of consistent beads and lessen the likelihood that an undercut would develop. When the base metal is thicker, the multi-pass method is also favored. In a multi-pass, welding materials are stacked on top of each other until the duct is filled. You should let the material that has been deposited cool and cure before making another pass. The multi-pass approach helps to stabilize metal fusion, producing robust structures.
How To Fix Undercutting Problems
Placing a stringer bead along the whole length of an undercut will rectify it. You can grind it using a grinder if necessary to get the proper weld profile.
Undercuts that are less than 0. 5 mm deep typically don’t need to be corrected. They can be left unadjusted in a low-carbon steel plate if they are 10 mm thick and no deeper than 1 mm.
What is Internal Undercutting?
Internal undercutting, also known as root undercut, frequently happens in butt joint welds close to the base metal. They appear directly adjacent to the weld’s root.
Internal undercuts can develop when welding pipes close to the inside and next to a slight edge.
A weld may contain another form of internal undercutting. It is a groove left at the top of a root weld, close to the sidewall.
Weld beads placed in the weld region are used to correct internal undercuts. These beads may create weld inclusions.
Internal welding prevention strategies are comparable to traditional uppercut prevention strategies. To avoid internal uppercuts, pay close attention to the roots.
Other Common Welding Flaws to Watch Out For
Aside from undercut, there are other welding flaws one should watch out for. They are:
- Lack of penetration or incomplete penetration
- Lack of fusion or incomplete fusion
- Spatter
- Slag Inclusions
- Cracks
- Porosity
- Overlap
- Warpage
- Burn Through
Final Thoughts
Welding undercut is a severe flaw that reduces output and quality. Additionally, it seriously jeopardizes the weld’s safety. Nevertheless, welding experts frequently encounter this issue. Without consistent practice, the weld quality could be significantly diminished.
You already know that adhering to the best welding techniques may be kept to a minimum. The preceding solutions will ensure that an undercut during welding is the least of your concerns. You’ll quickly improve as a welder if you approach every project as an opportunity to learn and find new, efficient welding methods that are inexpensive and have little to no possibility of undercutting.