Have you ever wondered what makes cars and other automobiles last long? What makes military aircraft and commercial airplanes able to withstand various takeoffs?
Why is medicine continually adopting prosthetics as a lifelong option?
What makes certain gear last longer than some, even though they are both subject to wear and tear?
The answer is in the technique that is used. As welders, Peening is what you have as a viable method for the production and repair of metals that last long.
Peening in welding has a lot of benefits, from strengthening metal surfaces to reducing stress on joints.
This article explores what Peening is and its usefulness for welders.
How Peening Reduces Weld Distortions

Peening is a cold process of hammering metal to relieve tensile stress.
The word “Peen” comes from a word that means “to hammer.” “Peen” is the rounded or blunt portion of a hammer.
You can hit metal with a hammer, needle, shot, roto, laser, and even ultrasonic means.
The primary purpose of Peening in welding processes is to reduce the tensile stress on metals.
Peening in the welding of cast iron is useful when no post-weld heat treatment is not possible.
In any welding or fusion-joining process, we use heat from welders to melt the metals.
A great example of a welder that produces high-temperature heat is the Everlast PowerMTS 251Si. There is also a list of the best welders for beginners we want you to check out if you’re interested.
On a budget? We’ve got you covered. You can also check our list of the best MIG welders under $1000.
Powerful welders liquefy metals fast, so metals need time to cool. When the metals solidify, they have tensile stress on the surface.
Tensile strength promotes cracking on metallic surfaces and breaking of the joints.
When you hit any metal with the blunt part of the hammer, it causes a diffuse deformation on the metal surface.
After the recovery process, the deformation zone leaves stress within the metal, which is compressive in nature. The limited compression stress in the metal helps to reduce the amount of cracking on the metal.
So, the bulk material or the sub-surface induces compressive stress that counterbalances the surface tensile stress.
It is a cold working process, with the exception of laser shock peening. You do it at room temperature to retain the deformation zone.
A blacksmith, William Shenk, invented the peening hammer at the turn of the century.
Types of Peening Practices
The peening-in-welding means of increasing fatigue strength has been around for years. It is highly accessible to any welder, and that’s what makes it popular. For almost a century, welders have developed different peening practices to suit their needs. Each technique depends on various factors. Here are 4 of the best techniques to help welders improve the strength of welded joints.
Shot Peening

Shot Peening involves bombarding metal surfaces to spherical shots.
It imparts a small indentation on metallic surfaces with spherical objects called shots. It creates the same effect that a peening hammer does.
When you shoot these fine spherical balls, they indent the metallic material. The metal tries to recover its original shape after impact. So, the state of stress you produce is compressive in nature.
Multiple impacts like that around a metallic area will cause an overlap of deformation regions. The overlap may be more or less uniform with homogeneous deformation. That helps in achieving uniform compressive strength throughout the metal.
These spherical shots are around 0.5mm in diameter.
Various media you can use is;
- Steel spheres
- Cut steel wires of high aspect ratio
- Glass beads in high plastic modulus
- Ceramic beads.
The media are rigid and don’t deform. If they deform, they compromise the peening process. If they deform, make sure you change the media you use for the process.
The diameter must be the same for multiple spheres you’ll use for one material.
The higher the speed you use to bombard the metallic surface, the higher the stress the shots produce.
There are various methods of Shot Peening. They are;
- Mechanical Shot Peening: The more conventional method. It involves using an accelerated shot with compressed air
- Dual Peening: Dual Peening involves re-peening the same metal surface with smaller shots and speed. Dual Peening enhances fatigue strength. It is also because of the random distribution of shot media.
- Laser Shock Peening: Instead of the mechanical method, you can use shock waves to induce residual compressive stress.
- Strain Peening: Using other kinds of impacting objects on the metallic surface. Depending on who you read, this method may be all-inclusive.
Another method of classification you may find around is;
- Air Blasting: This method uses high-pressure air to propel shots to the surface of metals.
- Wheel Blasting: Used for large flat surfaces. Wheel blast machines, the vehicles used for wheel Blasting, use the principle of centrifugal force to shoot peen materials.
Shot peening is the most convenient method that welders have used for more than 100 years.
The reason for its popularity is that it is very simple and cheap. You can also use the method for any metal. Whether steel, ferrous or non-ferrous iron, shot Peening is a convenient method.
Roto Peening
Roto Penning is a subtype version of conventional Shot Peening (SP).
The major difference is that it uses rubberized fabric flaps with embedded shot media attached to a rotating shaft.
It’s a more controlled form of shot peening.
Industries use it for small metals or to repair parts. The automobile or aircraft industries use it.
Needle Peening

Needle peening uses a gun with needles that have rounded ends.
It is most effective for small tool steel. The clusters of needles impact the surface and cause small radius deformation that enhances fatigue strength.
It would help if you were careful, as some stray needles may fire away and cause safety hazards.
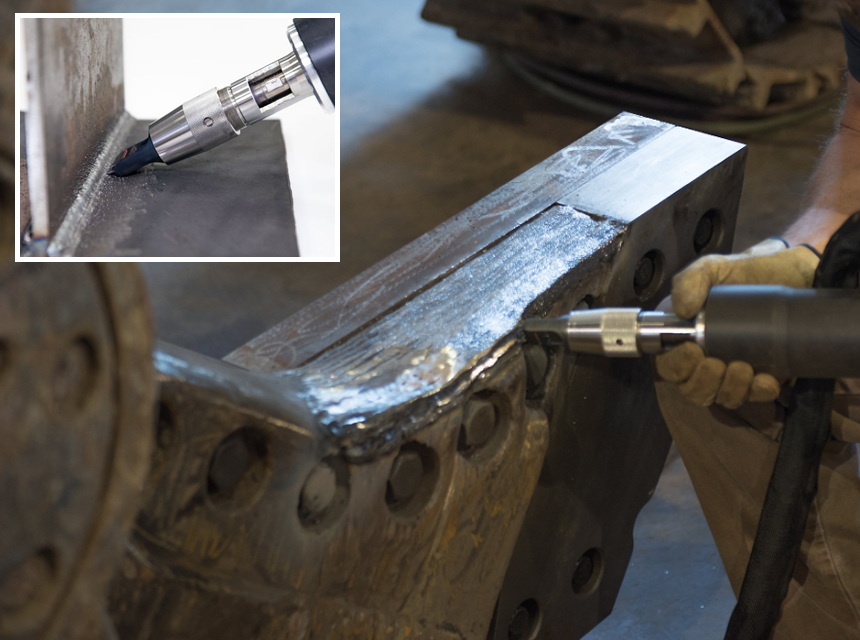
Hammer Peening
Hammer peening is the most popular kind of Peening. You can see this method in every local blacksmith and welding house.
Say after you finish using a welder, like the LOTOS MIG175, you can simply use the ball part of a hammer to hit the welded area while hot.
It increases efficiency and reduces structural fatigue.
When using this method, you must peen not too light or hard. Be cautious if you plan on using this method.

Advantages of Peening in Welding
Advantages of Peening:
- Resistance to crack opening
- Combat fatigue failure in the metal part
- Resistance to metal corrosion
- Permit higher stress levels
- Shots produce small pores that accommodate lubricants.
- Prevents hydrogen embrittlement
- Closes porosity during welding
- Forms and straightening metal parts
- Resists fretting and galling
Where is Shot Peening Applied?
A growing list of industries has adopted Shot Peening as their method.
The aerospace industry uses shot Peening to manufacture, maintain, and repair aircraft components. Shot peening increases aircraft components’ strength. So it ensures everyone’s safety while traveling with the aircraft.
Leading manufacturers of automobiles use shot Peening. They use controlled Peening to increase the life of various automobile parts.
It helps in enhancing fatigue strength in mechanical components prone to fatigue failure. Examples of them are;
- Gear parts
- Camshafts
- Gear wheel
- Coil springs
- Connecting rods
- Crankshaft
- Rock drills
The increasing performance improvement that shot Peening provides attracts more industries to adopt it.
The industrial, military, and consumer-products demand growth for strength, durability, and high performance. Therefore, many industries are adding to the already existing industries utilizing shot peening methods.
Shot Peening Parameters
Shot peening follows the criteria for measurements; Media control, Intensity, and Coverage.
Media control involves using high-quality shots that are round and of uniform size and shape. The diameter should also be the same throughout the media.
If the shot diameter is not uniform, the Peening would be less effective.
Non-uniform impact exposes the material surface to varying impact energies that create non-uniformities. These non-uniform layers will create inconsistent fatigue results.
Intensity deals with the energy the shot media uses to impact the metal surface. It involves changing the media size and velocity.
Also, the angle of impact and hardness of the material are important factors of intensity.
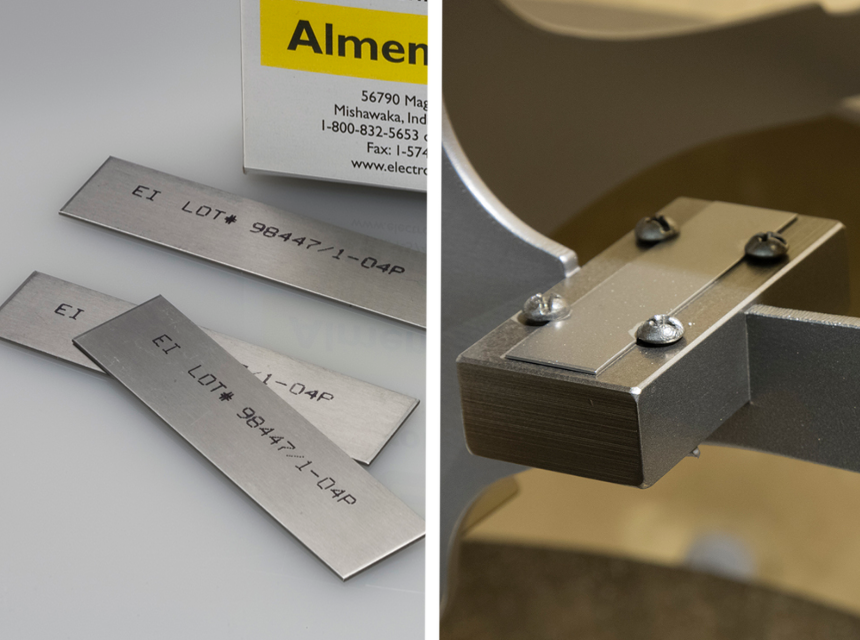
Almen strips are instruments you can use to measure the intensity.
Almen Strips are uniformly sized small steel coupons. We use them to calibrate compressive residual stress profiles.
Coverage is the measure of surface area affected by shot media. It is a function of time.
Coverage is crucial to high-quality shot peening and should never be less than 100%.
A surface that doesn’t have 100% coverage will likely develop fatigue cracks in the unpeened surface areas. That’s why we advise dual Peening.
Ultrasonic Peening
Ultrasonic Peening is a relatively new shot-peening technique that researchers are exploring today. Studies show that you can use high-frequency sonic waves to boost joints’ intensity.
It is still an area that is largely experimental, but the opportunities are boundless.
Ultrasonic Peening of Welds
Ultrasonic Peening brings the opportunity to the table in the area of ultrasonic welding.
Ultrasonic welding is becoming one of the most popular welding techniques in the world.
Ultrasonic welding uses ultrasonic energy at high frequencies to produce vibrations. These vibrations produce heat that helps welding joints, adding the peening effect.
It is a super fast welding technique, boasting 0.1-1.0 seconds of weld time.
It is suitable for beginners, although we recommend some of the welders that convert voltage power to heat energy. Here’s a link to some of the best 120v welders you may like to check out.
Final Thoughts
The process of Peening in welding is great for relieving tensile strength in metal joints.
As a welder, it is a must-have skill to have. It helps to enhance the life of the products you weld and keep your work as good as new.
Various peening techniques are available for various purposes. It is good to know the main types and add them to your arsenal of welding skills.
It is a technique that ensures the durability and high performance of every metalwork. It also helps in maintaining repairs of metallic joints.
Hopefully, this article has given you the information you need.